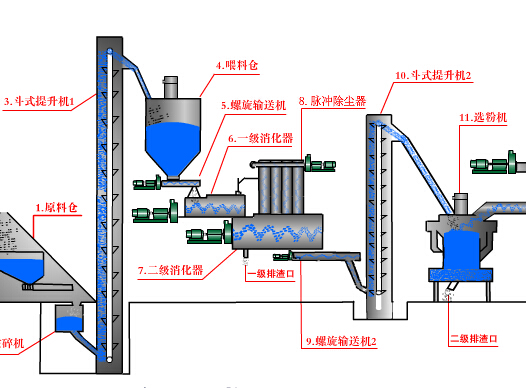
多*生石灰消化器

应用领域及主要作用
广泛应用于石灰厂熟石灰(Ca(OH)2)制备生产线、钢铁厂烧结配料室石灰消化工序、脱硫系统生石灰消化工序、污水处理用钙质处理剂制备工序、精细化工高品质熟石灰(Ca(OH)2)制备工序等。通过在多*干粉消化器内的合理配水等多道工序控制,将生石灰消化成蓬松状的熟石灰干粉,水分含量控制到1.5%以内。
原理及性能
我公司三*消化器的优点及原理有以下几点:
1.能够控制生石灰(CaO)在消化器内的消化反应时间
通过多种调整方式,可以控制石灰消化过程在三*干粉消化器舱内达到8~15分钟,使生石灰(CaO)充分消化。
2.消化器具有良好的保温性能
独特的设计使生石灰(CaO)反应过程中产生的大量热量在消化器内部转换利用,提升内部生石灰消化料温,有利于生石灰(CaO)的充分消化。
3.入料过程控制
经过螺旋推进器,把所需物料送入一*消化仓内。优点:阻止生石灰CaO与水接触瞬间产生的大量热蒸汽和粉尘逆流进入螺旋给料秤,影响传感信号的精确度。
4.三*配水消化
通过分*式科学配水方式,选择*佳配水方式、*佳配水比例和配水时间,使生石灰能够充分消化。
5. 解决粉尘污染难题
三*干粉消化器配套使用我公司发明的针对生石灰消化器的XCE系列生石灰消化器除尘装置,能够有效地将生石灰消化过程中产生的热蒸汽和粉尘完全的进行处理净化,保证了现场无粉尘污染,蒸汽口排放浓度达到每立方米的含尘量不会超过30毫克。本套系统能够实现PLC自动控制,可根据生产工艺的要求进行调整,减轻了现场工人的劳动强度,保护了现场工人的身体健康,提高了生产作业率。
6.本设备根据客户工艺需要,可配套后续工艺设备,如白灰制浆机、提渣机及过滤器等,制备出满足不同浓度需求的高纯度熟石灰乳液。
7.标准技术指标:
· 产量 :1-30吨/小时
· 转化率:96%
· BET 比表面积:标准
· 残留水分:小于1 %
· 除尘器排气口含尘量:小于30 mg/m3
标准消耗(生石灰含量95%,根据实际规格以下标准有浮动)
· 生石灰需用量: 0.75吨/吨消石灰
· 水量: 0.5m3/ 吨消石灰
· 电耗4kWh/吨消石灰